נכון לעכשיו, הדור השלישי של מוליכים למחצה נשלט על ידיסיליקון קרביד. במבנה העלויות של מכשיריה, המצע מהווה 47%, והאפיטקסיה מהווה 23%. השניים ביחד מהווים כ-70%, שזה החלק החשוב ביותר שלסיליקון קרבידשרשרת תעשיית ייצור מכשירים.
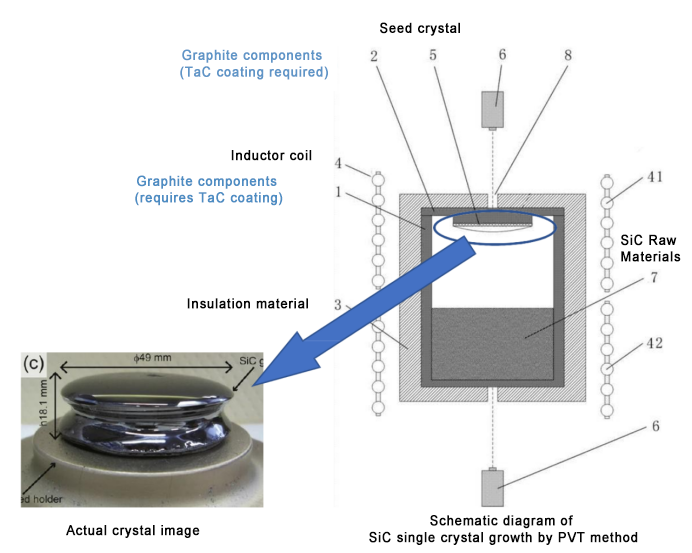
השיטה הנפוצה להכנהסיליקון קרבידגבישים בודדים היא שיטת PVT (הובלת אדים פיזית). העיקרון הוא לייצר את חומרי הגלם באזור טמפרטורה גבוהה ואת גביש הזרע באזור טמפרטורה נמוכה יחסית. חומרי הגלם בטמפרטורה גבוהה יותר מתפרקים ומייצרים ישירות חומרים בשלב גז ללא פאזה נוזלית. חומרים אלו משלב הגז מועברים אל גביש הזרע תחת ההנעה של שיפוע הטמפרטורה הצירי, ומתגבשים וגדלים בגביש הזרע ליצירת גביש יחיד מסוג סיליקון קרביד. נכון לעכשיו, חברות זרות כמו Cree, II-VI, SiCrystal, Dow וחברות מקומיות כמו Tianyue Advanced, Tianke Heda ו- Century Golden Core כולן משתמשות בשיטה זו.
יש יותר מ-200 צורות גבישיות של סיליקון קרביד, ונדרשת בקרה מדויקת מאוד כדי ליצור את צורת הגביש הבודד הנדרשת (הזרם המרכזי הוא צורת גביש 4H). לפי התשקיף של Tianyue Advanced, תשואות מוט הגבישים של החברה בשנים 2018-2020 ו-H1 2021 היו 41%, 38.57%, 50.73% ו-49.90% בהתאמה, ותשואות המצע היו 72.51%, 72.514% ו% 71.4. 75.47% בהתאמה. התשואה הכוללת עומדת כיום על 37.7% בלבד. אם לוקחים את שיטת ה-PVT המרכזית כדוגמה, התשואה הנמוכה נובעת בעיקר מהקשיים הבאים בהכנת מצע SiC:
1. קושי בבקרת שדה טמפרטורה: מוטות קריסטל SiC צריכים להיות מיוצרים בטמפרטורה גבוהה של 2500℃, בעוד שגבישי סיליקון צריכים רק 1500℃, לכן נדרשים תנורים מיוחדים של גביש יחיד, ויש לשלוט במדויק על טמפרטורת הגידול במהלך הייצור , שקשה מאוד לשלוט בו.
2. מהירות ייצור איטית: קצב הצמיחה של חומרי סיליקון מסורתיים הוא 300 מ"מ לשעה, אבל גבישים בודדים של סיליקון קרביד יכולים לגדול רק ב-400 מיקרון לשעה, שהם כמעט פי 800 מההפרש.
3. דרישות גבוהות לפרמטרים טובים של מוצר, וקשה לשלוט על תפוקת הקופסה השחורה בזמן: פרמטרי הליבה של פרוסות SiC כוללים צפיפות מיקרו-צינורות, צפיפות נקע, התנגדות, עיוות, חספוס פני השטח וכו'. במהלך תהליך צמיחת הגביש, זה הכרחי כדי לשלוט במדויק על פרמטרים כגון יחס סיליקון-פחמן, שיפוע טמפרטורת צמיחה, קצב צמיחת גבישים ולחץ זרימת אוויר. אחרת, תכלילים פולימורפיים צפויים להתרחש, וכתוצאה מכך גבישים לא מאושרים. בקופסה השחורה של כור היתוך הגרפיט אי אפשר לצפות במצב צמיחת הגביש בזמן אמת ונדרשת בקרת שדה תרמי מדויקת מאוד, התאמת חומרים וצבירת ניסיון.
4. קושי בהרחבת גבישים: בשיטת הובלת שלב הגז, טכנולוגיית ההרחבה של צמיחת גבישי SiC קשה ביותר. ככל שגודל הגביש גדל, קושי הגדילה שלו עולה באופן אקספוננציאלי.
5. תשואה נמוכה בדרך כלל: תשואה נמוכה מורכבת בעיקר משני קישורים: (1) תפוקת מוט קריסטל = תפוקת מוט גביש בדרגת מוליכים למחצה/(פלט מוט גביש בדרגה מוליכים למחצה + פלט מוט גביש שאינו בדרגה מוליכים למחצה) × 100%; (2) תפוקת מצע = תפוקת מצע מוסמך/(תפוקת מצע מוסמך + תפוקת מצע בלתי מסויגת) × 100%.
בהכנת איכות גבוהה ותשואה גבוההמצעי סיליקון קרביד, הליבה זקוקה לחומרי שדה תרמיים טובים יותר כדי לשלוט במדויק על טמפרטורת הייצור. ערכות כור היתוך השדה התרמי המשמשות כיום הן בעיקר חלקי מבנה גרפיט בטוהר גבוה, המשמשים לחימום והמסה של אבקת פחמן ואבקת סיליקון ושמירה על חום. לחומרי גרפיט יש מאפיינים של חוזק סגולי גבוה ומודולוס ספציפי, עמידות טובה בפני זעזועים תרמיים ועמידות בפני קורוזיה, אך יש להם את החסרונות שהם מתחמצנים בקלות בסביבות חמצן בטמפרטורה גבוהה, לא עמידים בפני אמוניה ועמידות ירודה לשריטות. בתהליך של סיליקון קרביד צמיחת גביש יחיד ורקיק אפיטקסיאלי סיליקון קרבידבייצור, קשה לעמוד בדרישות המחמירות יותר ויותר של אנשים לשימוש בחומרי גרפיט, מה שמגביל ברצינות את הפיתוח והיישום המעשי שלו. לכן, ציפויים בטמפרטורה גבוהה כמו טנטלום קרביד החלו להופיע.
2. מאפיינים שלציפוי טנטלום קרביד
לקרמיקה של TaC נקודת התכה של עד 3880℃, קשיות גבוהה (קשיות Mohs 9-10), מוליכות תרמית גדולה (22W·m-1·K−1), חוזק כיפוף גדול (340-400MPa), והתפשטות תרמית קטנה מקדם (6.6×10−6K−1), ומציג יציבות תרמוכימית מצוינת ותכונות פיזיקליות מצוינות. יש לו תאימות כימית טובה ותאימות מכנית עם גרפיט וחומרים מרוכבים C/C. לכן, ציפוי TaC נמצא בשימוש נרחב בהגנה תרמית בחלל, צמיחת גביש בודד, אלקטרוניקה אנרגטית וציוד רפואי.
מצופה TaCלגרפיט עמידות בפני קורוזיה כימית טובה יותר מאשר גרפיט חשוף או גרפיט מצופה SiC, ניתן להשתמש ביציבות בטמפרטורות גבוהות של 2600°, ואינו מגיב עם אלמנטים מתכתיים רבים. זהו הציפוי הטוב ביותר בתרחישי צמיחת גביש יחיד ותחריט פרוסות מהדור השלישי של מוליכים למחצה. זה יכול לשפר משמעותית את בקרת הטמפרטורה והזיהומים בתהליך ולהכיןפרוסות סיליקון קרביד איכותיותוקשוריםפרוסות אפיטקסיות. הוא מתאים במיוחד לגידול יחיד גבישי GaN או AlN עם ציוד MOCVD וגידול גבישי SiC עם ציוד PVT, ואיכות הקריסטלים הבודדים שגדלו משתפרת משמעותית.
III. היתרונות של מכשירים מצופים טנטלום קרביד
השימוש בציפוי Tantalum Carbide TaC יכול לפתור את הבעיה של פגמים בקצוות הגבישים ולשפר את איכות צמיחת הגביש. זהו אחד מכיווני הליבה הטכניים של "לגדול מהר, להתעבות ולהתארך". מחקרים בתעשייה הראו גם כי כור היתוך גרפיט מצופה טנטלום קרביד יכול להשיג חימום אחיד יותר, ובכך לספק בקרת תהליכים מצוינת לצמיחת גביש בודד של SiC, ובכך להפחית באופן משמעותי את ההסתברות להיווצרות פוליגריסטלית בקצה גבישי SiC. בנוסף, לציפוי גרפיט טנטלום קרביד שני יתרונות מרכזיים:
(I) הפחתת פגמי SiC
במונחים של שליטה על פגמי גביש בודדים של SiC, יש בדרך כלל שלוש דרכים חשובות. בנוסף לאופטימיזציה של פרמטרי צמיחה וחומרי מקור איכותיים (כגון אבקת מקור SiC), שימוש ב-Tantalum Carbide Coated Graphite Crucible יכול גם להשיג איכות גביש טובה.
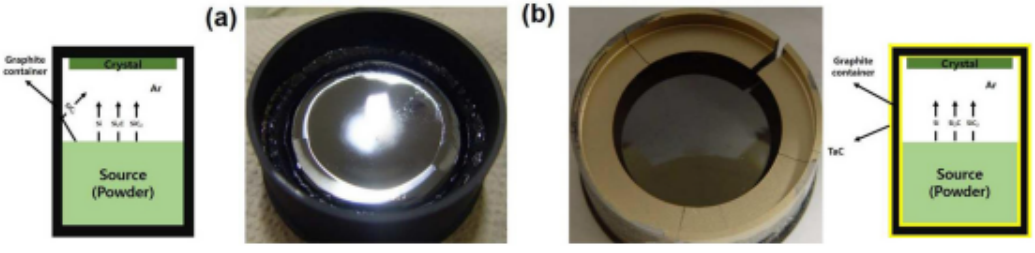
תרשים סכמטי של כור היתוך גרפיט קונבנציונלי (א) וכור היתוך מצופה TAC (ב)
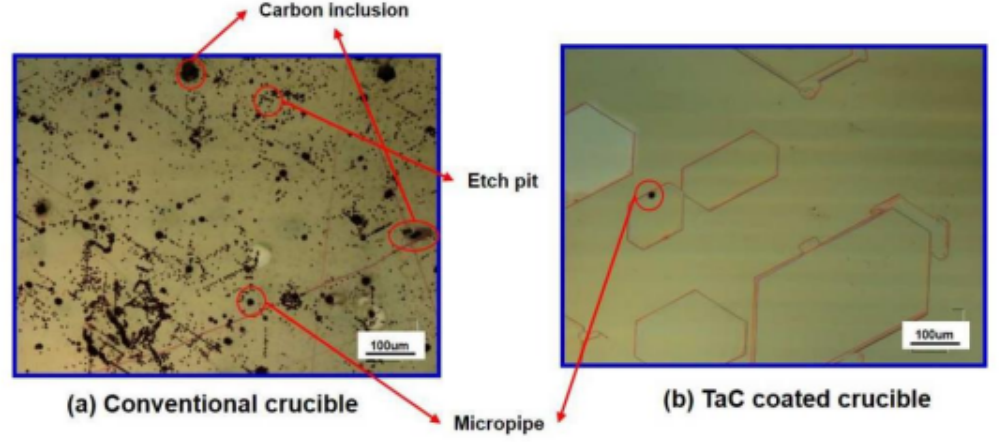
על פי מחקר של אוניברסיטת מזרח אירופה בקוריאה, הטומאה העיקרית בצמיחת גבישי SiC היא חנקן, וכור היתוך גרפיט מצופה טנטלום קרביד יכולים למעשה להגביל את שילוב החנקן של גבישי SiC, ובכך להפחית את היווצרות פגמים כגון מיקרו-צינורות ולשפר את הגביש אֵיכוּת. מחקרים הראו שבאותם תנאים, ריכוזי הנשאים של פרוסות SiC הגדלות בכור היתוך גרפיט קונבנציונלי ובכורים מצופים TAC הם כ-4.5×1017/cm ו-7.6×1015/cm, בהתאמה.
השוואה של פגמים בגבישים בודדים של SiC הגדלים בכור היתוך גרפיט קונבנציונלי (א) ובכורים מצופים TAC (ב)
(II) שיפור אורך החיים של כור היתוך גרפיט
נכון לעכשיו, העלות של גבישי SiC נותרה גבוהה, מתוכם עלות החומרים המתכלים בגרפיט מהווה כ-30%. המפתח להפחתת העלות של חומרים מתכלים גרפיט הוא להגדיל את חיי השירות שלו. על פי נתונים של צוות מחקר בריטי, ציפוי טנטלום קרביד יכול להאריך את חיי השירות של רכיבי גרפיט ב-30-50%. לפי חישוב זה, רק החלפת הגרפיט המצופה טנטלום קרביד יכולה להוזיל את העלות של גבישי SiC ב-9%-15%.
4. תהליך הכנת ציפוי טנטלום קרביד
ניתן לחלק את שיטות הכנת ציפוי TaC לשלוש קטגוריות: שיטת פאזה מוצקה, שיטת פאזה נוזלית ושיטת פאזה גז. שיטת הפאזה המוצקה כוללת בעיקר שיטת הפחתה ושיטה כימית; שיטת הפאזה הנוזלית כוללת שיטת מלח מותך, שיטת סול-ג'ל (Sol-Gel), שיטת ה-Surry-sinting, שיטת ריסוס פלזמה; שיטת פאזת הגז כוללת שקיעת אדים כימית (CVD), חדירת אדים כימית (CVI) ותצהיר אדים פיזיקלי (PVD). לשיטות שונות יש יתרונות וחסרונות משלהן. ביניהם, CVD היא שיטה בוגרת יחסית ונפוצה להכנת ציפויי TaC. עם השיפור המתמשך של התהליך, פותחו תהליכים חדשים כגון שקיעת אדים כימיים של חוט חם ותצהיר אדים כימי בעזרת קרן יונים.
חומרים מבוססי פחמן שעברו שינוי בציפוי TaC כוללים בעיקר גרפיט, סיבי פחמן וחומרים מרוכבים מפחמן/פחמן. השיטות להכנת ציפויי TaC על גרפיט כוללות התזת פלזמה, CVD, sintering slurry וכו'.
יתרונות שיטת CVD: שיטת CVD להכנת ציפויי TaC מבוססת על טנטלום הליד (TaX5) כמקור טנטלום ופחמימן (CnHm) כמקור פחמן. בתנאים מסוימים, הם מפורקים ל-Ta ו-C בהתאמה, ולאחר מכן מגיבים זה עם זה כדי לקבל ציפוי TaC. שיטת CVD יכולה להתבצע בטמפרטורה נמוכה יותר, מה שיכול למנוע פגמים ותכונות מכניות מופחתות הנגרמות מהכנה בטמפרטורה גבוהה או טיפול בציפויים במידה מסוימת. ההרכב והמבנה של הציפוי ניתנים לשליטה, ויש לו את היתרונות של טוהר גבוה, צפיפות גבוהה ועובי אחיד. חשוב מכך, ההרכב והמבנה של ציפויי TaC שהוכנו על ידי CVD ניתנים לעיצוב ולשלוט בקלות. זוהי שיטה בוגרת יחסית ובשימוש נרחב להכנת ציפויי TaC איכותיים.
גורמי הליבה המשפיעים על התהליך כוללים:
קצב זרימת גז (מקור טנטלום, גז פחמימני כמקור פחמן, גז נשא, גז דילול Ar2, גז מפחית H2): לשינוי בקצב זרימת הגז יש השפעה רבה על שדה הטמפרטורה, שדה הלחץ ושדה זרימת הגז ב. תא התגובה, וכתוצאה מכך שינויים בהרכב, במבנה ובביצועים של הציפוי. הגדלת קצב זרימת Ar תאט את קצב צמיחת הציפוי ותפחית את גודל הגרגיר, בעוד שיחס המסה המולרית של TaCl5, H2 ו-C3H6 משפיע על הרכב הציפוי. היחס המולארי של H2 ל-TaCl5 הוא (15-20):1, וזה מתאים יותר. היחס המולארי של TaCl5 ל-C3H6 קרוב תיאורטית ל-3:1. עודף TaCl5 או C3H6 יגרום להיווצרות של Ta2C או פחמן חופשי, ומשפיע על איכות הפרוסה.
ב. טמפרטורת השקיעה: ככל שטמפרטורת השקיעה גבוהה יותר, כך קצב השקיעה מהיר יותר, גודל הגרגיר גדול יותר והציפוי מחוספס יותר. בנוסף, הטמפרטורה והמהירות של פירוק פחמימנים ל-C ו- TaCl5 לפירוק ל-Ta שונים, ו-Ta ו-C נוטים יותר ליצור Ta2C. לטמפרטורה יש השפעה רבה על חומרי פחמן שעברו שינוי בציפוי TaC. ככל שטמפרטורת השקיעה עולה, קצב התצהיר עולה, גודל החלקיקים גדל וצורת החלקיקים משתנה מכדורית לפוליהדרלית. בנוסף, ככל שטמפרטורת השקיעה גבוהה יותר, הפירוק של TaCl5 מהיר יותר, כך ה-C יהיה פחות חופשי, כך הלחץ בציפוי גדול יותר ויווצרו בקלות סדקים. עם זאת, טמפרטורת שיקוע נמוכה תוביל ליעילות שיקוע ציפוי נמוכה יותר, זמן שיקוע ארוך יותר ועלויות חומר גלם גבוהות יותר.
ג. לחץ השקיעה: לחץ השקיעה קשור קשר הדוק לאנרגיה החופשית של משטח החומר וישפיע על זמן שהיית הגז בתא התגובה, ובכך ישפיע על מהירות הגרעין וגודל החלקיקים של הציפוי. ככל שלחץ התצהיר עולה, זמן שהיית הגז מתארך, למגיבים יש יותר זמן לעבור תגובות גרעיניות, קצב התגובה עולה, החלקיקים נעשים גדולים יותר והציפוי הופך עבה יותר; לעומת זאת, ככל שלחץ התצהיר יורד, זמן השהייה של גז התגובה קצר, קצב התגובה מואט, החלקיקים הופכים קטנים יותר והציפוי דק יותר, אך ללחץ השקיעה יש השפעה מועטה על מבנה הגביש והרכב הציפוי.
V. מגמת פיתוח של ציפוי טנטלום קרביד
מקדם ההתפשטות התרמית של TaC (6.6×10-6K-1) שונה במקצת מזה של חומרים מבוססי פחמן כגון גרפיט, סיבי פחמן וחומרים מרוכבים C/C, מה שהופך את ציפויי TaC חד פאזיים לנטייה להיסדק נופלים. על מנת לשפר עוד יותר את עמידות האבלציה וחמצון, יציבות מכנית בטמפרטורה גבוהה ועמידות בפני קורוזיה כימית בטמפרטורה גבוהה של ציפויי TaC, חוקרים ערכו מחקר על מערכות ציפוי כגון מערכות ציפוי מרוכבים, מערכות ציפוי משופרות בפתרון מוצק ושיפוע. מערכות ציפוי.
מערכת הציפוי המרוכבת היא לסגור את הסדקים של ציפוי בודד. בדרך כלל, ציפויים אחרים מוכנסים אל פני השטח או השכבה הפנימית של TaC כדי ליצור מערכת ציפוי מורכבת; למערכת הציפוי המחזקת פתרון מוצק HfC, ZrC וכו' יש את אותו מבנה מעוקב במרכז הפנים כמו של TaC, ושני הקרבידים יכולים להיות מסיסים זה בזה עד אינסוף כדי ליצור מבנה פתרון מוצק. ציפוי Hf(Ta)C נטול סדקים ובעל הידבקות טובה לחומר המרוכב C/C. לציפוי ביצועים מצוינים נגד אבלציה; ציפוי שיפוע מערכת ציפוי שיפוע מתייחס לריכוז רכיבי הציפוי לאורך כיוון העובי שלו. המבנה יכול להפחית מתח פנימי, לשפר את חוסר ההתאמה של מקדמי ההתפשטות התרמית ולהימנע מסדקים.
(II) מוצרי ציפוי טנטלום קרביד
על פי הנתונים הסטטיסטיים והתחזיות של QYR (Hengzhou Bozhi), מכירות שוק ציפוי הטנטלום קרביד העולמי בשנת 2021 הגיעו ל-1.5986 מיליון דולר (לא כולל מוצרי ציפוי טנטלום קרביד בייצור עצמי ובאספקה עצמית של Cree), וזה עדיין בתחילת הדרך. שלבי התפתחות התעשייה.
1. טבעות הרחבת קריסטל וכור היתוך הנדרשים לצמיחת גבישים: בהתבסס על 200 תנורי צמיחת גבישים לכל ארגון, נתח השוק של מכשירים מצופים ב-Tac הנדרשים ל-30 חברות צמיחת גבישים הוא כ-4.7 מיליארד יואן.
2. מגשי TaC: כל מגש יכול לשאת 3 פרוסות, כל מגש יכול לשמש חודש אחד, ומגש אחד נצרך לכל 100 פרוסות. 3 מיליון פרוסות דורשות 30,000 מגשי TaC, כל מגש הוא כ-20,000 חתיכות, ויש צורך בכ-600 מיליון בכל שנה.
3. תרחישים אחרים להפחתת פחמן. כגון רירית תנור בטמפרטורה גבוהה, זרבובית CVD, צינורות תנור, וכו ', כ 100 מיליון.
זמן פרסום: יולי-02-2024