סקירה כללית של תהליך מוליכים למחצה
תהליך המוליכים למחצה כולל בעיקר יישום טכנולוגיות מיקרו-ייצור וסרטים לחיבור מלא של שבבים ואלמנטים אחרים באזורים שונים, כגון מצעים ומסגרות. זה מקל על החילוץ של מסופי עופרת ועטיפה עם מדיום פלסטיק מבודד כדי ליצור שלם משולב, המוצג כמבנה תלת מימדי, בסופו של דבר משלים את תהליך האריזה של מוליכים למחצה. הרעיון של תהליך המוליכים למחצה נוגע גם להגדרה הצרה של אריזת שבבי מוליכים למחצה. מנקודת מבט רחבה יותר, היא מתייחסת להנדסת אריזה, הכוללת חיבור וקיבוע למצע, הגדרת הציוד האלקטרוני המתאים ובניית מערכת שלמה עם ביצועים מקיפים חזקים.
זרימת תהליך אריזת מוליכים למחצה
תהליך האריזה של מוליכים למחצה כולל משימות מרובות, כפי שמתואר באיור 1. לכל תהליך יש דרישות ספציפיות וזרימות עבודה קשורות, המחייבות ניתוח מפורט במהלך השלב המעשי. התוכן הספציפי הוא כדלקמן:
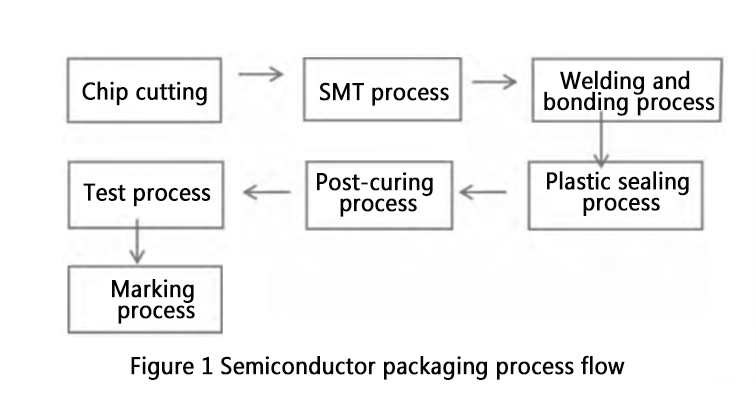
1. חיתוך שבבים
בתהליך האריזה של מוליכים למחצה, חיתוך שבבים כולל חיתוך פרוסות סיליקון לשבבים בודדים והסרה מיידית של פסולת סיליקון כדי למנוע הפרעות לעבודה ובקרת איכות שלאחר מכן.
2. הרכבת שבב
תהליך הרכבת השבבים מתמקד בהימנעות מנזק למעגל במהלך טחינת פרוסות על ידי מריחת שכבת סרט מגן, תוך הדגשה עקבית של שלמות המעגל.
3. תהליך הדבקת חוטים
שליטה באיכות תהליך הדבקת החוטים כוללת שימוש בסוגים שונים של חוטי זהב כדי לחבר את רפידות ההדבקה של השבב עם רפידות המסגרת, מה שמבטיח שהשבב יכול להתחבר למעגלים חיצוניים ושמירה על שלמות התהליך הכוללת. בדרך כלל, נעשה שימוש בחוטי זהב מסוממים וחוטי זהב סגסוגת.
חוטי זהב מסוממים: הסוגים כוללים GS, GW ו-TS, המתאימים לקשת גבוהה (GS: >250 מיקרומטר), קשת בינונית-גבוהה (GW: 200-300 מיקרומטר), וקשת בינונית-נמוכה (TS: 100-200 מיקרומטר) מליטה בהתאמה.
חוטי זהב סגסוגת: הסוגים כוללים AG2 ו-AG3, המתאימים להדבקה בקשת נמוכה (70-100 מיקרומטר).
אפשרויות הקוטר של חוטים אלה נעים בין 0.013 מ"מ ל-0.070 מ"מ. בחירת הסוג והקוטר המתאימים בהתבסס על דרישות ותקנים תפעוליים היא חיונית לבקרת איכות.
4. תהליך דפוס
המעגל העיקרי ביציקת אלמנטים כרוך באנקפסולציה. בקרת איכות תהליך היציקה מגנה על הרכיבים, במיוחד מפני כוחות חיצוניים הגורמים לדרגות שונות של נזק. זה כרוך בניתוח יסודי של התכונות הפיזיקליות של הרכיבים.
כיום משתמשים בשלוש שיטות עיקריות: אריזות קרמיות, אריזות פלסטיק ואריזות מסורתיות. ניהול הפרופורציה של כל סוג אריזה הוא חיוני כדי לעמוד בדרישות ייצור שבבים גלובליות. במהלך התהליך, נדרשות יכולות מקיפות, כגון חימום מוקדם של השבב ושל מסגרת העופרת לפני עטיפה בשרף אפוקסי, יציקה ואשפרה לאחר עובש.
5. תהליך פוסט ריפוי
לאחר תהליך היציקה, נדרש טיפול לאחר ריפוי, תוך התמקדות בהסרת כל עודפי חומרים מסביב לתהליך או לאריזה. בקרת איכות חיונית כדי למנוע השפעה על איכות ומראה התהליך הכוללים.
6. תהליך בדיקה
לאחר השלמת התהליכים הקודמים, יש לבדוק את האיכות הכוללת של התהליך באמצעות טכנולוגיות ומתקני בדיקה מתקדמות. שלב זה כולל רישום מפורט של נתונים, תוך התמקדות בשאלה האם השבב פועל כרגיל בהתבסס על רמת הביצועים שלו. לאור העלות הגבוהה של בדיקת ציוד, חיוני לשמור על בקרת איכות לאורך שלבי הייצור, כולל בדיקה ויזואלית ובדיקת ביצועים חשמליים.
בדיקת ביצועים חשמליים: זה כולל בדיקת מעגלים משולבים באמצעות ציוד בדיקה אוטומטי והבטחה שכל מעגל מחובר כראוי לבדיקה חשמלית.
בדיקה חזותית: טכנאים משתמשים במיקרוסקופים כדי לבדוק ביסודיות את השבבים הארוזים המוגמרים כדי לוודא שהם נקיים מפגמים ועומדים בתקני איכות אריזות מוליכים למחצה.
7. תהליך סימון
תהליך הסימון כולל העברת השבבים שנבדקו למחסן חצי גמור לעיבוד סופי, בדיקת איכות, אריזה ומשלוח. תהליך זה כולל שלושה שלבים עיקריים:
1) ציפוי אלקטרו: לאחר יצירת הלידים, מוחל חומר נגד קורוזיה כדי למנוע חמצון וקורוזיה. בדרך כלל נעשה שימוש בטכנולוגיית שיקוע אלקטרו, מכיוון שרוב הלידים עשויים מפח.
2) כיפוף: לאחר מכן מעוצבים את הלידים המעובדים, כאשר רצועת המעגל המשולבת ממוקמת בכלי ליצירת עופרת, השולטת בצורת העופרת (סוג J או L) ובאריזה על פני השטח.
3) הדפסת לייזר: לבסוף, המוצרים שנוצרו מודפסים בעיצוב, המשמש כסימן מיוחד לתהליך האריזה של מוליכים למחצה, כפי שמוצג באיור 3.
אתגרים והמלצות
המחקר של תהליכי אריזה של מוליכים למחצה מתחיל בסקירה כללית של טכנולוגיית מוליכים למחצה כדי להבין את עקרונותיה. לאחר מכן, בחינת זרימת תהליך האריזה נועדה להבטיח בקרה קפדנית במהלך הפעולות, תוך שימוש בניהול מעודן כדי למנוע בעיות שגרתיות. בהקשר של פיתוח מודרני, זיהוי אתגרים בתהליכי אריזה של מוליכים למחצה הוא חיוני. מומלץ להתמקד בהיבטי בקרת איכות, שליטה יסודית בנקודות מפתח כדי לשפר ביעילות את איכות התהליך.
בניתוח מנקודת מבט של בקרת איכות, ישנם אתגרים משמעותיים במהלך היישום עקב תהליכים רבים בעלי תוכן ודרישות ספציפיות, כל אחד משפיע על השני. יש צורך בשליטה קפדנית במהלך פעולות מעשיות. על ידי אימוץ עמדת עבודה קפדנית ויישום טכנולוגיות מתקדמות, ניתן לשפר את איכות תהליך אריזת מוליכים למחצה ואת הרמות הטכניות, להבטיח יעילות יישום מקיפה והשגת יתרונות כלליים מצוינים (כמתואר באיור 3).
זמן פרסום: 22 במאי 2024